|
|
新聞詳情
用感應電爐熔煉灰鑄鐵時的一些冶金特點159
發表時間:2019-10-31 09:48 用感應電爐熔煉灰鑄鐵時的一些冶金特點 李傳栻 從上世紀60年代起,鑄鐵行業中采用感應電爐作為熔煉設備的企業逐漸增多,尤其是70年代以后,中頻無心感應電爐的電源有了重大的改進,熔制鑄鐵時熱效率可達到70%,電爐設備和所用的耐火材料也在不斷發展,因而其應用日益廣泛。 對于不適于采用長爐齡大型沖天爐的中、小型鑄鐵企業,用無心感應電爐熔煉有很多優點,宏觀方面看來主要有: 熔煉時排出的廢氣、煙塵和爐渣大幅度減少,便于治理環境和改善作業條件; 可利用廉價的金屬爐料,尤其是便于循環回用加工的切屑和邊角余料;
但是,感應電爐熔煉的冶金過程與沖天爐有本質上的差別,如果不能切實了解其冶金特點,正確執行熔煉過程的各項作業,則用于制造灰鑄鐵件時,不僅不能充分體現感應電爐熔煉的優越性,反而會導致顯微組織不符合要求、鑄件的加工性能惡化等各種問題。 以下,簡單地談談用感應電爐熔煉灰鑄鐵時的一些主要冶金特點,供參考。 一、感應電爐熔制的鐵液中氣體含量 與用沖天爐熔煉相比,用無心感應電爐熔煉鑄鐵時,金屬爐料與爐氣接觸的時間很短,熔融的金屬液與爐氣接觸的界面很小,因而,感應電爐熔煉制得的鐵液中,氫和氧的含量都低于沖天爐熔煉的鐵液,但是,由于爐料配比的差別很大,氮含量卻較高。 1、氧含量 沖天爐熔煉的鐵液中,氧含量一般為0.004~0.006%(質量分數,以下均同此),無心感應電爐熔煉的鐵液,氧含量一般在0.002%左右,有時還會更低些。一般說來,鐵液中的氧含量低,有助于改善鑄件的冶金質量,但是,如果鐵液中的氧含量太低(0.001%或更低),則不利于孕育處理時晶核的形成,導致產生過冷石墨(D型),即使增加孕育劑的加入量,孕育效果也不好。 2、氫含量 在灰鑄鐵中,氫是有害元素,其含量越低越好。由于鑄鐵中碳、硅含量高,氫在其中的溶解度低,沖天爐熔制的鐵液中,氫含量一般為0.0002~0.0004%。感應電爐熔制的鐵液,因為金屬與爐氣接觸的界面小,氫含量一般都更低,約在0.0002%左右,鑄件產生氫致皮下氣孔、針孔的可能性較小。 3、氮含量 用沖天爐熔煉時,灰鑄鐵中的氮含量一般為0.004~0.007%。 鑄鐵中含有少量的氮,有促成珠光體的作用,有助于改善鑄鐵的力學性能。如果氮含量在0.01%以上,則鑄件就易于產生氮致氣孔。 通常,廢鋼中的氮含量比鑄造生鐵中的高得多,用感應電爐熔煉鑄鐵時,由于爐料中所用的鑄造生鐵錠很少、廢鋼較多,熔煉制得的鑄鐵中氮含量會相應較高。此外,由于爐料中使用大量廢鋼,必須用增碳劑,而大多數增碳劑中氮含量都比較高,這又是導致鑄鐵中氮含量增高的另一因素。 因此,用感應電爐熔煉時,鑄鐵中的氮含量比用沖天爐熔煉的要高一些。一般說來,爐料中廢鋼用量為15%時,鑄鐵中的氮含量約為0.003~0.005%;廢鋼用量為50%時,氮含量可達0.008~0.012%;爐料全部為廢鋼時,氮含量可高達0.014%以上。 為避免鑄件產生氣孔缺陷,感應電爐熔煉鑄鐵時所用的增碳劑,一定要選購含氮量低的品種,如有可能,應核查增碳劑的含碳量。當前的問題在于:分析增碳劑中的含碳量,尚缺乏簡便而準確的方法。美國ASTM D3197標準所認定的兩種方法:一種是濕法,分析一個樣品需時2周之久;另一種是用Leco公司分析裝置的燃燒法,此法分析樣品所需的時間約2~3min。但是,有報道說:就同一樣品用這兩種方法測定的結果差別很大,濕法的分析值偏低,燃燒法的分析值偏高,二者的差別竟可能高達3~4倍。 常用的增碳劑主要是石墨和石油焦,兩種增碳劑的含氮量都可能在較大的范圍內改變:石墨的含氮量可在0.15~2.5%之間;石油焦的含氮量則在0.3~2.0%之間。無論采用何種增碳劑,都應選含氮量低的品種。 有報道稱:含氮量低的石墨,質地致密而柔軟,有韌性,可以在紙上劃出痕跡;含氮量高的石墨,質地硬而脆,有氣孔,劃在紙上不留劃痕。 碳化硅中的含氮量較低,雖然其中的含碳量不高,主要作用是增硅,但在改善鑄鐵對孕育處理的回應能力方面有很好的效果,是電爐熔煉鑄鐵時不可或缺的重要添加材料。 如果鑄件氣孔缺陷較多,可考慮在爐前加入少量鈦、鋁、硼等固氮元素。 二、感應電爐熔煉時鑄鐵的結晶特性 金屬、爐襯、爐渣和爐內氣氛之間的相互作用,是熔煉爐中冶金過程的基礎。只要對沖天爐和感應電爐的熔煉過程作簡單地分析,就可以看出,二者熔煉鑄鐵的冶金過程差別很大,因而,熔制得到的鐵液就具有不同的特性。 在碳當量相同的條件下,用感應電爐熔煉的鑄鐵與用沖天爐熔煉的相比,共晶結晶時的過冷度大得多,參見圖1。
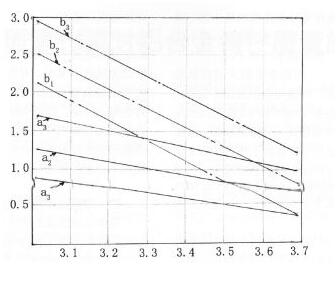
碳當量[C+1/3(Si+P)] 圖1 a-沖天爐熔煉;b-感應電爐熔煉 在碳、硅含量相同的條件下,用感應電爐熔煉的鑄鐵與用沖天爐熔煉的相比,三角試片的白口寬度也有明顯的差別,見圖2。 試片白口寬度(mm)
碳含量(%)
a3-沖天爐熔煉,Si 1.5%;b1-感應電爐熔煉,Si 2.5%; b2-感應電爐熔煉,Si 2.0%;b3-感應電爐熔煉,Si 1.5% 圖2 用不同的熔煉設備,鑄鐵的共晶結晶特性之所以差別很大,主要有以下三方面的原因。 1、共晶結晶時晶核的數量減少 沖天爐熔煉時,從爐料開始熔化到鐵液自爐中流出所經歷的時間很短,大約是10min左右。感應電爐熔煉時,從爐料開始熔化到出鐵至少要經1小時,而且又有感應加熱所特有的攪拌作用,使鐵液中可在共晶結晶時作為石墨外來晶核的物質大幅度減少。例如,可作為外來晶核的SiO2,在溫度很高、又有攪拌作用的條件下就易于與鑄鐵中的碳發生如下反應而消失:
因此,用感應電爐熔煉灰鑄鐵時,要特別注意做好孕育處理作業,孕育劑用量應比沖天爐熔煉時略多一些,**出爐前先在爐中進行一次預處理(預孕育),以改善鑄鐵共晶結晶時的生核條件。 2、鐵液中的硫含量低 用感應電爐熔煉鑄鐵時,由于爐料中廢鋼多而生鐵錠少,配料中硫含量本來就低,再加以熔煉過程中完全不與焦炭接觸,沒有自焦炭吸收硫的過程,如果不特意在配料中加硫,熔煉得到的鐵液,硫含量一般都在0.06%以下。對于低硫鐵液,孕育處理的效果很差已經是眾所周知的事實。 因此,用感應電爐熔煉時,應特別關注鑄鐵中的硫含量,必須使之保持在0.06%以上。如配料中沒有帶入硫的組分,一般可加入適量的硫化亞鐵使之增硫。 3、鐵液中的氧含量低 前面已經談到,用感應電爐熔煉的鑄鐵中,氧含量一般都較低。如果氧含量降低到0.001%以下,鐵液中可以作為外來晶核的氧化物、硫氧復合化合物就很少,鐵液對孕育處理的回應能力就會很差。 在確認鑄鐵中氧含量過低的情況下,就應適當增加氧含量。最方便的辦法是采用含氧、硫的孕育劑。這種孕育劑,國外早已有供應,隨著我國用感應電爐熔煉的鑄鐵企業日益增多,相信不久就會有類似的產品問世。 在爐料中配入20~30%的鑄鐵切屑,既可以降低生產成本,又可以使熔煉制得的鐵液中氧含量增多,也不失為一種可取的增氧措施。 三、爐料中生鐵塊太多會導致石墨組織異常 前面曾經提到,用感應電爐熔煉鑄鐵時,由于液態鑄鐵在爐內保持的時間長,又有感應電流的攪拌作用,會使能作為外來晶核的氧化物、硫化物和硫氧復合化合物大量損失。但是,對于生鐵錠中所含的石墨,情況就不一樣了。 鑄造生鐵錠中,一般都含有粗大的片狀石墨。用沖天爐熔煉時,即使出鐵的溫度不太高,爐內熔化帶的溫度也在1700℃以上。鐵液通過熔化帶所經歷的時間雖然很短,但卻是以細小液滴通過的,能得到高溫過熱,有助于使石墨溶于鐵液。因此,即使爐料中配加的生鐵錠較多,只要鑄鐵的成分不是過共晶的,顯微組織中的石墨都呈細小的片狀,一般不會有塊片狀(C型)石墨出現。 感應電爐熔煉鑄鐵時,雖然液態鑄鐵在爐內保持的時間長,又有感應電流的攪拌作用,但爐內的溫度畢竟比沖天爐熔化帶的溫度低得多。如果爐料中配用的生鐵錠太多,就不可能使熔點高、穩定性強的片狀石墨全部溶入鐵液,有一些細小的晶態石墨保留在鐵液中。 在這種條件下,鑄鐵開始凝固前就存在細小的晶態石墨,即使鑄鐵的成分是亞共晶的,凝固時也會有初生石墨依托細小的晶態石墨析出。最后,鑄鐵的顯微組織中就會出現塊片狀(C型)石墨,影響鑄鐵的力學性能。 因此,用感應電爐熔煉鑄鐵時,爐料中生鐵錠的用量不能超過20%,**在10%左右,以保證顯微組織正常。 目前,有一些鑄造廠將沖天爐熔煉時的爐料配比原則原封不動的用于感應電爐,不少企業生鐵錠的用量為30%,有的企業甚至高達50%。再加以未能按感應電爐的冶金特點安排適當的孕育處理,結果,顯微組織中既有塊片狀(C型)石墨,又有D型石墨(過冷石墨),這種不正常的組織當然有損于鑄件的質量,希望能盡早糾正這種不合適的做法。 四、感應電爐熔煉過程的控制 根據以上所談到的幾個方面,建議用感應電爐熔煉鑄鐵時的工藝控制的要點如下: 1、爐料中生鐵錠的用量不能超過20%,**在10%左右; 2、隨爐料加入的增碳劑中,**配有一定比例(40~55%)的冶金碳化硅; 3、認真做好出鐵時的孕育處理,根據企業的具體生產條件選用合適的孕育劑,孕育劑的加入量則應比沖天爐熔煉時增加0.1~0.2%,**的用量應通過現場的試驗結果確定; 4、必須在澆注過程中進行瞬時孕育; 5、生產質量要求高的鑄件時,應在出鐵前向爐內加入冶金碳化硅進行預處理。 上一篇:澆注溫度對鑄件的影響! 下一篇:球鐵無冒口工藝應具備的參數分析
|