|
|
新聞詳情
鑄造過程中氣孔和縮孔的區別691
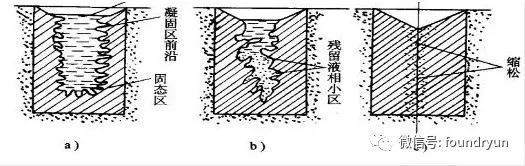
發表時間:2019-09-06 14:10 在鑄造生產中,鑄件氣孔和鑄件縮孔有時是伴生的,有時是獨立群在。當出現氣孔和縮孔時,我們快速的判斷出缺陷是氣孔,還是縮孔對于解決問題十分必要。要想快速判斷這兩種缺陷,就首先入時對它們的特征十分了解。今天,我們就從認識它們的特征來教大家快速判斷氣孔和縮孔缺陷。 氣孔類缺陷牲與防治方法 在鑄造生產中,孔洞類缺陷是常見缺陷,也是給鑄造廠造成損失比較大的缺陷之一。孔洞類缺陷分為氣孔和縮孔。氣孔多為由于金屬液中侵入、裹入、卷入氣體所至。 鑄件氣孔出現在鑄件上的位置不同,其產生的原因也不同。這就要求我們的鑄造技術員在判斷氣孔缺陷病因時,要掌握各類氣孔發生的原理,具有什么樣的特生。只有如此才能對癥下藥,將出現的氣孔缺陷解決掉。 下面,我們再看看不同原因生成的氣孔特征: (1)卷入氣孔:金屬液在充型過程中因卷入氣體而在鑄件內形成氣孔,多呈孤立存在的圓形或橢圓形大氣孔,位置不固定,一般偏鑄件中上部。 (2)侵入氣孔:由型、芯、涂料、芯撐、冷鐵產生的氣孔侵入鑄件表層而形成氣孔,多呈梨形或橢圓形,尺寸較大,孔壁光滑,表面多呈氧化色。 (3)反應氣孔:由金屬液內部某些成分之間或金屬液與型、芯在界面上發生化學反應而形成群分布的氣孔。位于鑄件表層的針頭形或腰圓形反應氣孔稱為表面針空與皮下氣孔,由金屬液與型、芯涂料發生界面反應所至;分散或成群分布在鑄件整個斷面上或某個局部區域的針頭反應氣孔。 形成原因 (1)由于爐料潮濕、銹蝕、油污、氣候的潮濕,熔練工具和澆包未烘干,金屬液成分不當,合金液為精煉與精煉不足,使金屬液中含有大量氣體或氣體物質,導致在鑄件中析出氣孔或反應氣孔。 (2)型、芯未充分烘干,透氣性差,通氣不良,含水分和發氣物質過多,涂料未烘干或含發氣成分過多,冷鐵、芯撐有銹斑、油污或未烘干,金屬型排氣不良,在鑄件中形成侵入氣孔。 (3)澆注系統不合理,澆注和充型速度過快,金屬型排氣不良,使金屬液在澆注和充型過程中產生紊流、渦流或斷流而卷入氣體,在鑄件中形成卷入性氣孔。 (4)合金液易可吸氣,在熔煉和澆注過程中未采取有效的精煉、保護和凈化措施,使金屬液中含有大量氣體、夾渣和夾氣成分,在充型和凝固過程中形成析出氣孔和反應氣孔。 (5)型砂、型芯和涂料配制不當,與金屬液發生界面反應,形成表面針孔和皮下氣孔。 (6)澆注溫度過低,金屬型溫度過低,金屬液除渣不良,粘度過高,使在澆注和充型過程中卷入的氣體及由金屬液中析出的氣體來不及排出鑄型或上浮到冒口或出氣口中去。 (7)在氣候潮濕季節熔煉易吸氣的合金時,合金液大量吸氣,造成鑄件成批報廢。 (8)樹脂砂的樹脂和固化劑加入量過多,樹脂含氟量過高,原砂和再生砂的角形系數過高、粒度過細,灼減量和微粉含量過高,使型砂的發氣量過高,透氣性過低 防止方法 (1)非鐵合金熔煉時,爐料、溶劑、工具和澆包要充分預熱和烘干,去銹去油污,多次重熔爐料的加入量要適當限制。 (2)防止金屬液在熔煉過程中過度氧化和吸氣,加以脫氧、除氣和除渣,在澆包內的金屬熔池表面加覆蓋溶劑,防止金屬二次氧化、吸氣和有害雜質返回熔池。用鋁對鑄鋼、鑄鐵脫氧時,應嚴格控制殘留含鋁量,吸氣傾向嚴重的鋼液,應盡量避免用鋁脫氧,可采用AVD、VOD、多孔塞吹惰性氣體、噴粉法等對鋼液進行爐外精練,脫除鋼液中的氣體與有害雜質;對球墨鑄鐵,應加強脫硫,降低原湯的含流量,在保證球化的前提下,盡量減少球化劑的加入量,降低鑄鐵的殘留鎂量,并加強孕育處理。 (3)澆注時金屬液不得斷流,充型速度不宜太高,鑄件澆注位置和澆注系統的設置應保證金屬液平穩地充滿型腔,并利于開腔內氣體能順利排出。 (4)鑄造時,應保證鑄型和型芯排氣暢通,砂芯內要開排氣通道,合型時要填補芯頭間隙,以免鉆入金屬液堵塞排氣通道。 (5)增加直澆道高度,以提高充型金屬液靜壓力。 (6)降低樹脂砂的樹脂和固化劑加入量,采用低氮或無氮樹脂及形料圓整、粒度適中、灼減量和微粉含量低的原砂和再生砂,以降低樹脂的發氣量,提高樹脂砂的透氣性 縮孔類缺陷及防治方法 而鑄件產生縮孔、縮松,原因很多,有鑄件與模樣設計原因,有砂箱設計不合適的原因,有澆冒口設計的原因,有型砂型避移位方面的原因,另外還有制方面的原因,有金屬化學成分調配不當的原因,有熔煉環節操作不當原因,也有澆注方面的原因。
由于造成鑄件縮孔的原因眾多,所以在查找根源時,常常比較費時間。如何快速判定鑄件縮孔產生的內因,這就需要我們多對照鑄件縮孔缺陷案例,熟記理論特征,加強學習,從而提高對這類缺陷認識和解決能力。 轉自:鑄造聯盟 上一篇:40個金屬之最 下一篇:鑄造澆注機
|